Machine Vision has exploded in popularity in recent years, particularly in the manufacturing industry. Companies can profit from the technology’s enhanced flexibility, decreased product faults, and improved overall production quality. The ability of a machine to acquire images, evaluate them, interpret (the situation), and then respond appropriately is known as Machine Vision. Smart cameras, image processing, and software are all part of the system. Vision technology can assist the manufacturing industry on many levels, thanks to significant advancements in imaging techniques, smart sensors, embedded vision, machine and supervised learning, robot interfaces, information transmission protocols, and image processing capabilities. By decreasing human error and ensuring quality checks on all goods traveling through the line, vision systems improve product quality. The Industrial Machine Vision market is valued at $53.38 billion by the end of 2028 and is expected to grow at a rate of 9.90% as per the reports stated by the Data Bridge Research group. Furthermore, an increase in the demand for inspection in the manufacturing units/factories with higher product quality measures, are likely to drive up demand for industrial Machine Vision under AI technologies and propel the market forward.
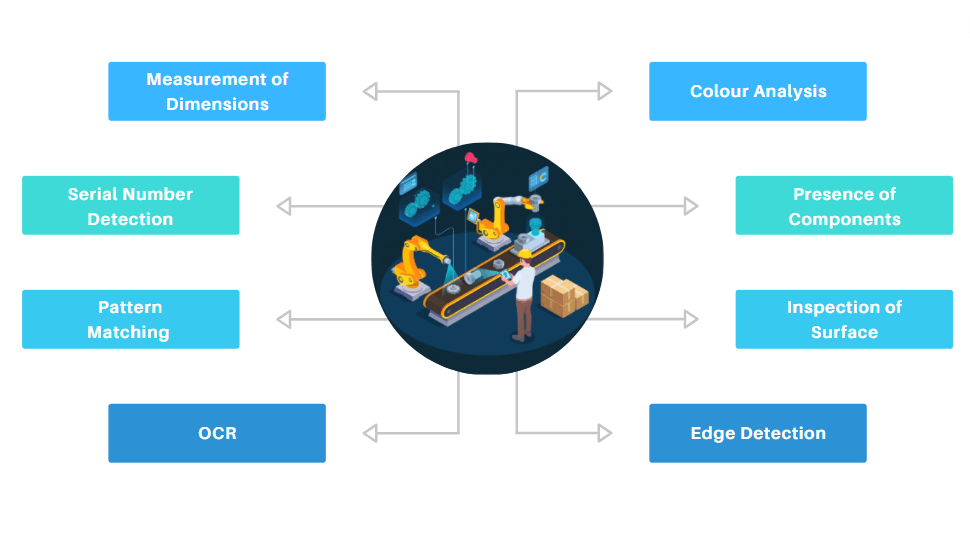
Applications of Machine Vision in Manufacturing
Predictive Maintenance
Manufacturing enterprises need to use a variety of large machinery to produce vast quantities of goods. To avoid equipment downtime, certain pieces of equipment must be monitored regularly. Examining each piece of equipment in a manufacturing facility by hand is not only time-consuming but also costly and gaffe. The idea was to only fix the equipment when it failed or became problematic. However, utilizing this technique to restore the equipment can have significant consequences for worker productivity, manufacturing quality, and cost. What if, on the other hand, manufacturing organizations could predict the state of their machinery’s operation and take proactive steps to prevent a breakdown from occurring? Let’s examine the situation where some production processes take place at high temperatures and in harsh environments, material deterioration and corrosion are prevalent. As a result, the equipment deforms. If not addressed promptly, this can lead to significant losses and the halting of the manufacturing process. Machine vision systems can monitor the equipment in real-time and predict maintenance based on multiple wireless sensors that provide data of a variety of parameters. If any variation from metrics indicates corrosion/over-heating, the vision systems can notify the appropriate supervisors, who can then take pre-emptive maintenance measures.
Goods Inspection
Manufacturing firms can use machine vision systems to detect faults, fissures, and other blemishes in physical products. Moreover, when the product is being built, these systems may easily check for accurate and reliable component or part dimensions. Images of goods will be captured by machine vision systems. The trained Machine Vision model will compare these photographs with acceptable data limit & will then pass or reject the goods. Any errors or flaws will be communicated via appropriate notification/alert. This is how manufacturers may use machine vision systems to do automatic product inspections and accurate quality control, resulting in increased customer satisfaction.
Scanning Barcodes
Manufacturers can automate the complete scanning process by equipping machine vision systems with enhanced capabilities such as Optical Character Recognition (OCR), Optical Barcode Recognition (OBR), Intelligent Character Recognition (ICR), etc. As in the case of OCR text contained in photographed labels, packaging, or documents can be retrieved and validated against databases. This way, products with inaccurate information can be automatically identified before they leave the factory, limiting the margin for error. This procedure can be used to apply information on drug packaging, beverage bottle labels, and food packaging information such as allergies or expiration dates.
Role of Machine Vision in Manufacturing
3D Vision System
A machine vision inspection system is used in a production line to perform tasks that humans find difficult. Here, the system creates a full 3D model of components and connector pins using high-resolution images.
As components pass through the manufacturing plant, the vision system captures images from various angles to generate a 3D model. When these images are combined and fed into AI algorithms, they detect any faulty threading or minor deviations from the design. This technology has a high level of credibility in manufacturing industries for automobiles, oil & gas, electronic circuits, and so on.
Vision-Based Die Cutting
The most widely used technologies for die-cutting in the manufacturing process are rotary and laser die-cutting. Hard tooling and steel blades are used in rotary, while high-speed laser light is used in laser. Although laser die cutting is more accurate, cutting tough materials is difficult, while rotary cutting can cut any material.
To cut any type of design, the manufacturing industry can use machine vision systems to do rotary die cutting that is as precise as laser cutting. After feeding the design pattern to the vision system, the system will direct the die cutting machine, whether laser or rotary, to execute accurate cutting.
As a result, Machine Vision with the help of AI and deep learning algorithms can transform the manufacturing industry’s efficiency and precision. Such models, when combined with controllers and robotics, can monitor everything that happens in the industrial supply chain, from assembly to logistics, with the least amount of human interaction. It eliminates the errors that come with manual procedures and allows manufacturers to focus on higher cognitive activities. As a result, Machine Vision has the potential to transform the way a manufacturing organization/unit does business.
At Softnautics, we help the manufacturing industry to design Vision-based ML solutions such as image classification & tagging, gauge meter reading, object tracking, identification, anomaly detection, predictive maintenance and analysis, and more. Our team of experts has experience in developing vision solutions based on Optical Character Recognition, NLP, Text Analytics, Cognitive Computing, etc.
About MosChip:
MosChip has 20+ years of experience in Semiconductor, Embedded Systems & Software Design, and Product Engineering services with the strength of 1300+ engineers.
Established in 1999, MosChip has development centers in Hyderabad, Bangalore, Pune, and Ahmedabad (India) and a branch office in Santa Clara, USA. Our embedded expertise involves platform enablement (FPGA/ ASIC/ SoC/ processors), firmware and driver development, BSP and board bring-up, OS porting, middleware integration, product re-engineering and sustenance, device and embedded testing, test automation, IoT, AIML solution design and more. Our semiconductor offerings involve silicon design, verification, validation, and turnkey ASIC services. We are also a TSMC DCA (Design Center Alliance) Partner.
Stay current with the latest MosChip updates via LinkedIn, Twitter, FaceBook, Instagram, and YouTube